 プラスチックはシートやフィルム、丸棒や板材のほか、さまざまな複雑形状に成形可能な有機材料です。工業用途に用いられるエンプラ(エンジニアリング・プラスチックス)は、高強度や高耐熱性をはじめとする特性を発揮します。一般的に、耐熱温度100°C以上のプラスチックを「エンプラ」、同150°C以上のプラスチックは「スーパーエンプラ」と呼ばれています。これらほぼすべてのプラスチックは、レーザーによる切断、彫刻およびマーキング加工が可能です。
プラスチックはシートやフィルム、丸棒や板材のほか、さまざまな複雑形状に成形可能な有機材料です。工業用途に用いられるエンプラ(エンジニアリング・プラスチックス)は、高強度や高耐熱性をはじめとする特性を発揮します。一般的に、耐熱温度100°C以上のプラスチックを「エンプラ」、同150°C以上のプラスチックは「スーパーエンプラ」と呼ばれています。これらほぼすべてのプラスチックは、レーザーによる切断、彫刻およびマーキング加工が可能です。
レーザー加工の種類
新製品の開発から大量生産に至るまで、材料加工におけるレーザーの役割はこれまでになく広がっています。すべてのレーザー加工は、レーザービームのエネルギーが材料と相互作用し、何らかの方法で材料を変換します。これらの変換は、レーザービームの波長、出力、デューティサイクルや反復率を精密に調整することで制御されます。プラスチックの代表的な加工方法は以下の通りです。
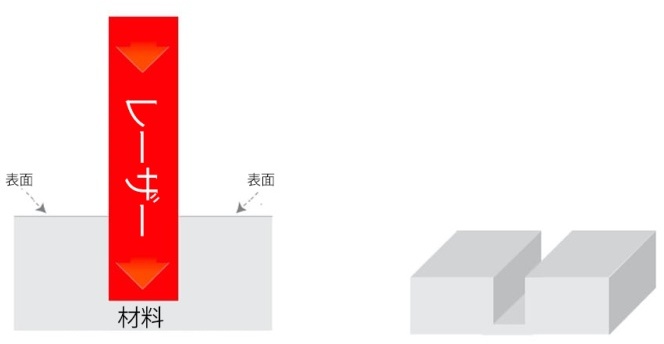
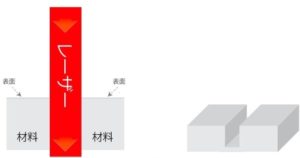 プラスチックのレーザー切断
プラスチックのレーザー切断
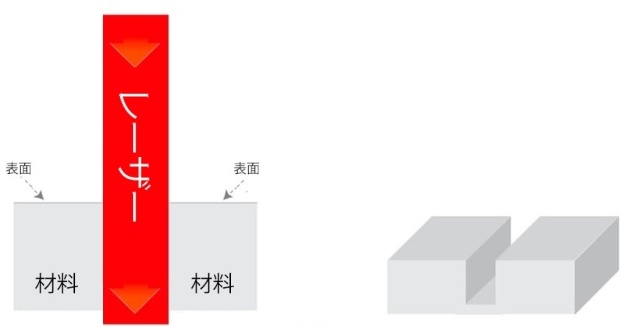
ほとんどのプラスチックは、CO2レーザーのエネルギーを簡単に吸収します。このためレーザービームの光路にある材料は急速に加熱されて気化します。レーザー出力が十分な強さであれば、プラスチック材料はレーザービームによって完全に切断されます。多くのプラスチックはレーザーで切断されると直ぐに気化するため、熱影響域が最小限に抑えられ、滑らかで真っ直ぐなエッジを形成します。
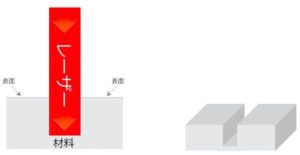 プラスチックのレーザー彫刻
プラスチックのレーザー彫刻
CO2レーザーの出力を制限することで、指定の深さまで材料を除去することができ、これをレーザー彫刻と呼びます。レーザー彫刻加工を使用すると、プラスチックの表面に複雑なパターンやデザインを形成することができます。
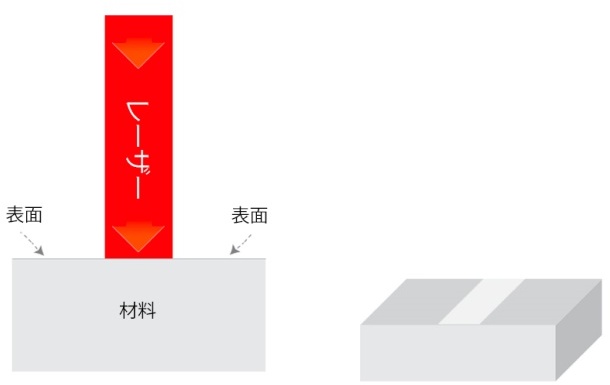
プラスチックのレーザーマーキング
プラスチックの種類によって、ファイバーレーザーを当てた場合に色合いの変化するものがあります。材料が除去されることなく、外観が変化する加工をレーザーマーキングと言います。レーザーマーキングを使用することで、シリアル番号や製造会社のロゴなどの情報を伝達することができます。
複合加工
上記のレーザー切断、レーザー彫刻およびレーザーマーキングは、対象のプラスチック材料を移動や再固定することなく、個々の加工を組み合わせることができます。
代表的なエンプラ材料
ポリアミド(PA)
ポリアミドは、ナイロンの名称で知られている熱可塑性プラスチックです。
PAのレーザー加工は、9.3μmまたは10.6μmのCO2レーザーを使用して行うことができます。PAは1.06μmのファイバーレーザーのエネルギーをすぐに吸収しないため、この材料にはお勧めできません。CO2レーザーでPAをレーザー切断すると、カットパスに沿った溶融が最小限に抑えられ、きれいな切断面が形成されます。PAのレーザー彫刻はアブレーション箇所でのメルトバックを抑えた、きれいなマークが形成されます。
ポリカーボネート(PC)
ポリカーボネートは丈夫で耐衝撃性に優れた熱可塑性プラスチックです。
PCのレーザー切断には、10.6μmのCO2レーザーが最適です。切断面(エッジ)は滑らかに加工できますが、多くの場合、エッジに変色が見られます。PCのレーザーマーキングは、ファイバーレーザーを使用して行うことができます。1.06μm波長のファイバーレーザービームによって、非常にディテールの細かい不透明の黒いマークが形成できます。
変性ポリフェニレンエーテル(m-PPE/m-PPO)
変性ポリフェニレンエーテルは機械特性、熱特性および電気特性に優れた熱可塑性プラスチックです。
m-PPE/m-PPOのレーザー加工は9.3または10.6μmのCO2レーザーと1.06μmのファイバーレーザーで行うことができます。CO2レーザーでm-PPE/m-PPOを切断すると、切断面はきれいに加工できますが、若干のメルトバックが生じます。レーザー彫刻はアブレーション箇所でのメルトバックを抑えた、深さのある仕上がりになります。1.06μmのファイバーレーザーでレーザーマーキングすると、コントラストの強い恒久的なマークが形成されます。基材の組成に応じて明るさが変わる可能性があります。
ポリエチレンテレフタレート(PET)フィルム
PETフィルムは、レーザー切断、マーキングおよび彫刻が可能な熱可塑性ポリエステルです。
PETフィルムのレーザー切断は9.3または10.6μm波長のCO2レーザーを使用して行うことができます。ただしPETフィルムのレーザーマーキングには、9.3μmのCO2レーザーが必要です。9.3μmのレーザー波長はPETフィルムの表面で吸収され、つや消しされた白い表面マークが形成されます。表面マークによってPETフィルムの物性が損なわれることはありません。
金属化PETフィルム
金属化PETフィルムは、通常アルミニウムなどの薄い金属層でポリエステルフィルムをコーティングすることによって生成されます。
金属化PETのレーザー加工は9.3または10.6μmのCO2レーザーおよび1.06μmのファイバーレーザーを使用して行うことができます。CO2レーザーで金属化PETをレーザー切断すると、滑らかなエッジのきれいな切断面になります。レーザー彫刻ではアブレーション箇所のメルトバックが少ない、深さのある高コントラストのマークが形成されます。1.06μmのファイバーレーザーによる金属化PETのレーザーマーキングは、基材となるPETフィルムから金属層を選択的に除去し、PET層をそのまま残すことで加工できます。
ポリアセタール(PON)
ポリアセタールは高い機械的強度を持ち、耐摩耗性や摺動性に優れた熱可塑性プラスチックです。アセタール、やポリオキシメチレンなどの別名でも知られています。
POMは10.6μmのCO2レーザーで切断でき、輪郭がはっきりした滑らかなエッジに仕上がります。
代表的なスーパーエンプラ材料
ポリエーテルエーテルケトン(PEEK)
ポリエーテルエーテルケトンは、機械特性、化学特性および熱特性に優れた結晶性の熱可塑性プラスチックです。
PEEKのレーザー加工は、9.3、10.6または1.06μmのレーザーを使用して行うことができます。PEEKのレーザー切断と彫刻には9.3および10.6μmのCO2レーザー、レーザーマーキングには1.06μmのファイバーレーザーが適しています。PEEKをレーザー切断すると、ほとんど色が黒くならず、きれいで鋭いエッジになります。CO2レーザーでPEEKをレーザー彫刻すると、深さがある色が黒い彫刻になるため、彫刻領域のコントラストが強くなります。PEEKのレーザーマーキングには1.06μmのファイバーレーザーが使用でき、くっきりとした黒い恒久的なマークが形成されます。
ポリイミド(PI)
ポリイミドは優れた耐薬品性や機械的特性、高絶縁耐力を備えた熱硬化性プラスチックです。
PIは10.6μmのCO2レーザーを完全に吸収するため、レーザー切断やレーザーマーキングが可能です。レーザーが照射された箇所や光路の外縁部は熱の一部を伝導するため熱の影響を受け、熱影響域(HAZ)と呼ばれます。ポリイミドフィルムのHAZは黒く炭化し極わずかな残留物が発生する場合がありますが、メタノールなどの一般的な溶剤を使用してフィルムを超音波浴に浸す、もしくは溶剤を浸した綿棒で取り除くことができます。
フッ素樹脂
フッ素樹脂は、過酷な環境に対して高い耐性を発揮するフッ化炭素結合を含むプラスチックです。
フッ素樹脂のレーザー加工は10.6または9.3μmのCO2レーザーで行うことができ、いずれの波長でも加工品質に大きな差はありません。フッ素樹脂は1.06μmのファイバーレーザーからのエネルギーをすぐに吸収しないため、この材料にはお勧めできません。CO2レーザーでフッ素樹脂をレーザー切断すると、カットパスに沿った溶融が最小限に抑えられ、変色のないきれいなエッジが形成されます。レーザー彫刻では、アブレーション箇所のメルトバックが抑えられた、深さのある彫刻が実現できます。
ポリエーテルイミド(PEI)
ポリエーテルイミドは、機械特性、熱特性および電気特性に優れた熱可塑性プラスチックです。
PEIのレーザー加工は、9.3または10.6μmのCO2レーザーで行うことができ、加工品質に大きな差はありません。PEIをCO2レーザーで切断すると、エッジは変色が無くきれいで鋭く加工できます。レーザー彫刻した場合は、深さのある彫刻になり、表面がきれいに仕上がります。レーザーマーキングでは恒久的なマークが形成されます。明るさは使用されている添加剤によって変わる場合があります。PEIは1.06μmのファイバーレーザーのエネルギーをすぐに吸収しないため、お勧めしません。
その他のプラスチック材料
上記はエンプラ/スーパーエンプラとして代表的な材料を取り上げています。これら以外のプラスチック材料についてのレーザー加工をご検討されていましたら、ユニバーサルレーザシステムズまでお気軽にお問い合わせください。