本稿では、ポリウレタン(PU)フォームのレーザー切断について説明します。
本加工に用いたレーザーシステム構成、プロセス設定、および結果について以下に示します。
加工素材
- McMaster-Carr:高弾性ポリウレタンフォームシート、12インチ x 12インチ x 1/8インチ、製品番号86375K132
レーザーシステム構成
ポリウレタン(PU)フォームの加工には、75W 9.3μm CO2レーザーと4xレンズを備えたユニバーサルレーザシステムズのULTRAを使用しました。また高品質なレーザー加工を実現するため、光学部品保護付きエア/ガス・アシスト、ダウンドラフト切断テーブルおよび真空テーブル・ポンプを使用しました。
- 光学部品保護付きエア/ガス・アシスト:
エアおよびガスを使用したレーザー加工には、「コーン」および「バックスイープ」の構成が利用できます。コーン構成では、レーザー・ビームの経路方向に沿って圧縮エア/ガスが流れます。コーンはレーザー光学部品の保護、材料の冷却、煙や炎の発生を防ぎます。バックスイープ構成では、材料の作業表面に沿って圧縮エアが流れます。バックスイープは、特定材料の切断や彫刻の際に生成される重い微粒子を取り除きます。 - ダウンドラフト切断テーブル:
ダウンドラフト切断テーブルは、空洞構造のハニカムコア表面でターゲット素材を支持し、加工処理している素材の両側から煙や裁断くずなどの副生成物を排出することで、きれいなカットエッジを生成すると共に、素材裏面の傷を減らします。またエア/ガス・アシストおよびコーンは、圧縮エア/ガスの噴射によって、副生成物を切断部からダウンドラフト切断テーブルに組み込まれた排気経路に送ります。 - 真空テーブル・ポンプ:
多機能テーブル上の材料を真空による吸引力で押さえるための専用ポンプ。
プロセス設定
材料の過剰な炭化や融解を起こすことなく、高品質な加工を達成するプロセス設定を表1に示します。ポリウレタンフォームは、真空テーブル・ポンプを用い、ダウンドラフト切断テーブルに直接設置しました。デザイングラフィックは、PUフォームのレーザー切断加工領域を示します(図1)。
表1 プロセス設定
| Laser | Process | Power (%) | Speed (%) | PPI1 | VP2 | Time |
| 75W 9.3µm | Vector | 33 | 10 | 500 | 0 | 11 sec |
| 75W 10.6µm | Vector | 35 | 10 | 300 | 0 | 11 sec |
- PPI(Pulses Per Inch):レーザーマーキング用のレーザーパルス数(1インチあたり)
- VP(Vector Performance):ベクターパフォーマンス/品質やスループットを最適化
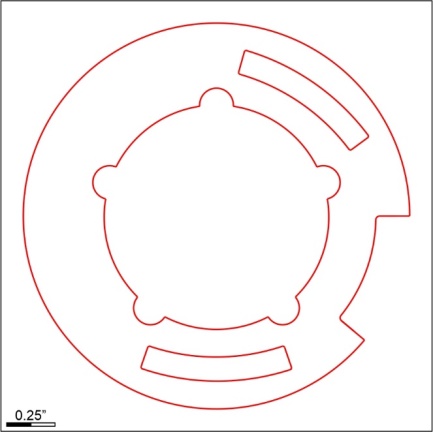 図1 赤のパスに沿ってレーザー切断
図1 赤のパスに沿ってレーザー切断
結果
ポリウレタンフォームをレーザー切断した結果、材料を損傷することなく1/8インチのフォームを処理でき、パスの形状と寸法の全範囲にわたって設計した通りの品質を得られたことが分かりました。完成したサンプルの画像を図2に示します。
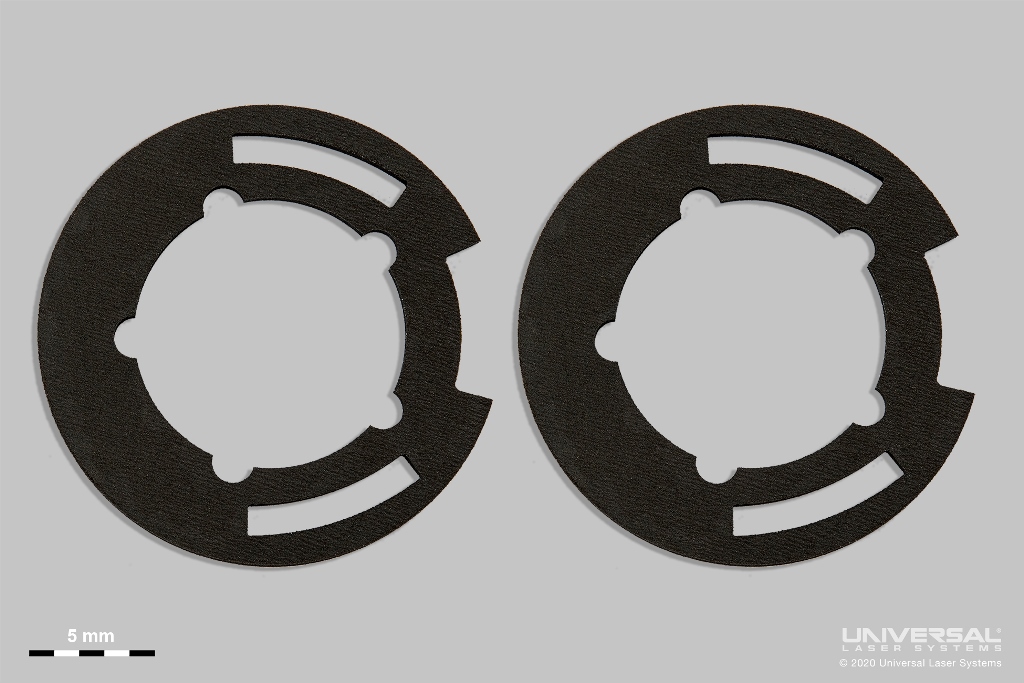 図2 完成したポリウレタンフォームのサンプル
図2 完成したポリウレタンフォームのサンプル